溶接機とトーチ位置制御を共に自動化
テクノスアークの溶接自動化には、
- 溶接機制御(自動化)
- トーチ位置制御(自動化)
の2つがあり、
その両方を同じ手元のタッチパネルで操作・設定ができます。

標準装備
- 溶接条件をプリセットでき、タッチパネルで呼び出しやコピーが簡単にできるので、条件登録と条件出しの工数が大幅に削減できます。
- 周辺機器の制御、監視を行います。
- 電源ON/OFFの検知、各アラートを表示します。
- ガスパージ実施、各ガスの流量チェックを行い、異常があればお知らせします。
- その他異常(電池異常、バッテリー電圧低下、冷却水流量低下など)のアラートを行います。
- お知らせ・アラートは、履歴も確認できます。
オプション
- 極性選択機能
- 溶接中のカメラ監視機能
なども付けることができます。その他、各種カスタマイズご相談下さい。
タッチパネル画面
溶接制御画面
下記の他にも様々な設定ができます。デモ機にてお見せいたしますのでお気軽にお問合せ下さい。
溶接作業を開始するときの画面
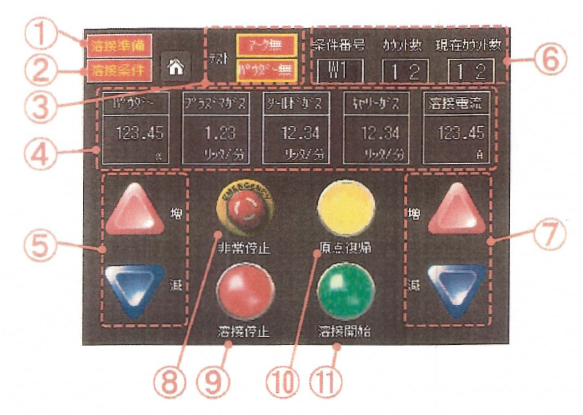
① 溶接準備ランプ
溶接準備が整っていないときに赤く点滅します。
② 溶接条件ランプ
溶接番号を選択していない時や、選択した条件に不備があるときに、赤く点滅します。
③ テスト
- [アーク無] アーク無しでテスト運転が可能です
- [パウダー無]パウダー無しでテスト運転が可能です。
④ 現在値モニター各種
パウダー量、プラズマガス、シールドガス、キャリーガス、溶接電流の現在値を確認できます。
⑤ パウダー量増減ボタン
溶接中にパウダー量(g/分)を調整します。0.5g/分ずつ増減できます。
⑥ 条件モニタ
[条件番号]選択した条件番号が表示されます。条件番号未選択時に赤く点滅します。
[カウント数]設定した繰り返しカウント数が表示されます。
[現在カウント数]現在の繰り替えし数が表示されます。
⑦ 溶接電流増減ボタン
溶接中に溶接電流(A)を調節します。2.0Aずつ増減できます。
⑧ 非常停止ボタン
非常停止シーケンスに基づき溶接を停止します。
非常停止がONします。
⑨ 溶接停止ボタン
溶接停止シーケンスに基づき溶接を停止します。
⑩ 原点復帰ボタン
回転治具の原点復帰動作を行います。原点復帰中は黄色のランプが点滅します。
治具運転終了信号 がONすると停止します。
その間、赤くランプが点灯します。
⑪ 溶接開始ボタン
溶接開始条件がすべて成立している土岐、溶接運転を開始します。
溶接制御‐準備画面
溶接開始前の準備を行います。※参考画面です。他設定もできます。
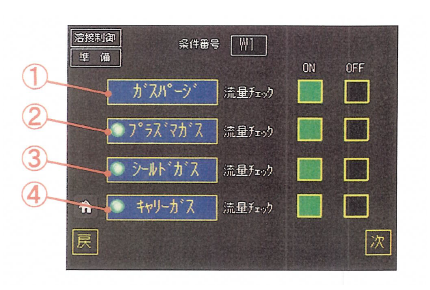
① ガスパージ
[ON/OFF ボタン]ONボタンで各ガス全開します。
② プラズマガス
[確認ランプ]プラズマガスが供給されているとき、緑色に点灯します。
[ON/OFF ボタン]ONボタンで設定値(リッタ/分)の流量を出力します。
③ シールドガス
[確認ランプ]シールドガスが供給されているとき、緑色に点灯します
[ON/OFF ボタン]ONボタンで設定値(リッタ/分)の流量を出力します。
④キャリーガス
[確認ランプ]キャリーガスが供給されているとき、緑色に点灯します
[ON/OFF ボタン]ONボタンで設定値(リッタ/分)の流量を出力します。
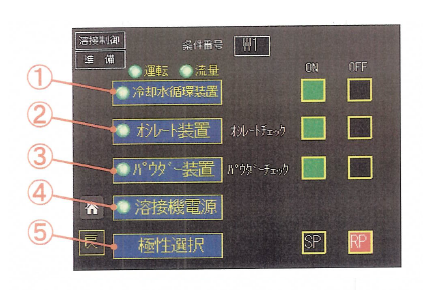
① 冷却水循環装置
[運転ランプ]冷却装置運転がONしているとき緑色に点灯します
[流量ランプ]流量スイッチがONしているとき緑色に点灯します
[確認ランプ]流量スイッチと冷却装置運転がONしているとき緑色に点灯します
[ON/OFF ボタン]ONボタンで冷却装置が動作します
② オシレート装置
[確認ランプ]オシレート電源がONしているとき、緑色に点灯します
[ON/OFF ボタン]ONボタンでオシレート動作します
③ パウダー装置
[確認ランプ]パウダー電源がONしているとき緑色に点灯します
[ON/OFF ボタン]ONボタンで条件番号選択画面で選択した番号に設定されている「パウダー量(g/分)と「キャリーガス(リッタ/分)の設定値に合わせてパウダーが供給されます
④ 溶接機電源
[確認ランプ]溶接電源がONしているとき、緑色に点灯します
⑤ 極性選択 ※オプション
[SP/RPボタン]極性を選択します。電源投入時はSPになっています。
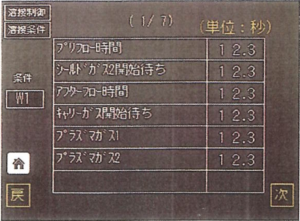
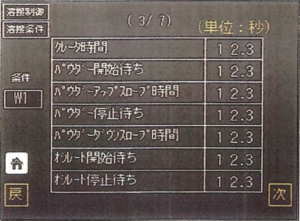
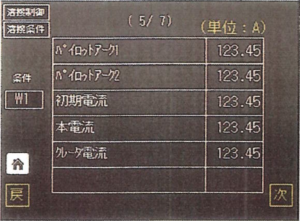
溶接制御‐溶接条件設定画面
※参考画面です。他設定もできます。
実際に動いている様子を動画でご覧いただけます。
マニプレータ制御画面
準備中
他溶接方法でも溶接の自動化が可能です
テクノスアークは、粉体プラズマ硬化肉盛溶接機 を設計製作し、その自動化に成功していますが、
同じ技術を、
- 開先溶接
- 突合せ溶接
- 隅肉溶接
の用途にも適用可能で、
手段としてのプラズマ溶接の他に、
- TIG溶接
- MIG溶接
にも展開できます。
ロッド挿入によるプラズマ肉盛り
※再生時音量注意
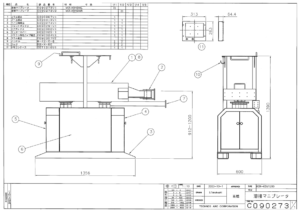
溶接マニプレーター採用理由
なお、駆動部分の制御には、溶接マニプレーター(直線装置、直行座標型スライダー)を採用しています。
溶接マニプレーターはご存じの通り、シンプルな機構なため、
- 剛性、耐久性が高い点
- システム構築費を抑えることができる点
で多関節ロボットより優れており、長い目で見た時のメンテナンス(ランニング)コストにも優位性があると考えています。
※ただいま、開発中
にも、もう少し詳しく記載しております。